The Use of 5000 Series Aluminum Alloys in Automobile Body Panels
I. INTRODUCTION
There are several factors which make the use of aluminum alloys in automobile applications necessary. CAFE (Corporate Average Fuel Economy) law sets minimum fuel efficiency levels at 27.5 mpg for passenger cars and 21.5 mpg for light trucks. These mileage regulations conflict with other government regulated mandates for safety features such as airbags, side-impact collision beams, and antilock braking systems and consumer demands for features such as power windows and door locks. All of these features add weight to the vehicle which reduces the fuel efficiency. To accommodate these conflicting demands, automobile manufacturers have been looking for low density materials to use in place of steel. Aluminum alloys appear to be the most promising of the lighter materials available. The goal of this project is to design a new 5XXX series aluminum alloy or alloy processing method to produce high quality body panels for automobiles.
II. BACKGROUND
Aluminum alloys are classified with a four digit system which is based upon the principal alloying element (Davis, 1993). Table 1 shows the principal alloying element along with the corresponding designation.
Table 1 Aluminum Alloy Classification System (by principal alloying element)
Aluminum, Ú 99.00% 1XXX
Copper 2XXX
Manganese 3XXX
Silicon 4XXX
Magnesium 5XXX
Magnesium & Silicon 6XXX
Zinc 7XXX
Other Elements 8XXX
Unused Series 9XXX
For about 10 years, the automotive industry has been using aluminum in parts such as wheels and radiators. To further reduce vehicle weight, however, the possibility of using aluminum alloys in other applications is being explored. The use of 6XXX (aluminum-magnesium-silicon) and 2XXX (aluminum-copper) series alloys in automobile body panels has increased throughout much of Asia and Europe. The use of these alloys is limited because they require a high temperature baking cycle to acquire the needed strength for body panel applications. This strength is normally achieved by age hardening during the paint baking process. With the increased use of plastics in automobile paint, the corresponding baking is being done at much lower temperatures. The 6XXX and 2XXX series alloys must then be hardened with another age hardening cycle. To avoid this expensive process, other alloys or other less costly strengthening methods must be developed (Brown, Venie, and Woods, 1995).
The use of 5XXX series alloys (aluminum-magnesium) is one possible alternative. 5XXX series alloys are work hardenable and thus do not require the paint baking cycle to achieve the necessary strength for use in automobiles. These alloys have gained some limited use in interior, non-visible, body panels such as the inside of trunk lids. In the processing of 5XXX series aluminum alloys, however, stretcher-strain markings, similar to the Lüders bands seen in steels, develop (Phillips, Swain, and Eborall, 1952). These marks can be easily seen even after painting, so a method must be developed to prevent them before these alloys can be used on a larger scale.
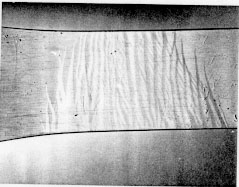
Lüders lines are regions of deformed material that develop in areas of high stress concentration (Reed-Hill and Abbaschian, 1994). If the material is held in tension, these deformations appear as indented regions where the material is strained at a higher rate than the surrounding material. In compression, the deformations are localized regions in which the material is raised with respect to the surrounding areas. In either case, the Lüders lines look like ripples in the surface of the sample. In 5XXX series alloys, these markings develop because Mg, which is concentrated at grain boundaries, prevents the transfer of strain from grain to grain (Sanders, Baumann, and Stumpf, 1989). There are two types of Lüders lines: type A and type B. Type A Lüders lines develop in a small, localized regions and rapidly spread throughout the material. Figure 1 shows typical type A Lüders lines which are found in 5XXX series aluminum alloys. Figure 2 shows a typical stress-strain curve for 5XXX series aluminum alloys. The large initial yield on this curve (C) represents the rapid spread of the type A Lüders through the material. The smaller, step-like yields in this figure (D and E) represent the development of the type B Lüders bands. Type B markings form as many localized regions within the material deform and produce small, individual yields on the stress-strain curve.
Figure 1 Typical type A Lüders lines formed during tension in 5XXX series aluminum alloys (vertical wedges). The beginnings of type B lines can be seen on the right hand side of the photograph. (From Lloyd (1980).)
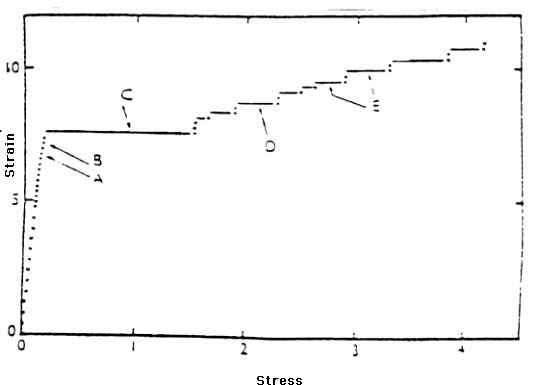
Figure 2 Stress/Strain curve for Al-3.5%Mg alloy as annealed. Grain size 0.018 mm. (From Phillips, Swain, and Eborall (1952).)
KEY
A. Small wedge at one extensometer pip.
B. Wedge spread a little.
C. Inclined sharp boundary ran down gauge length and one ran up to meet it.
D. Ripple (type B marking) ran part way along gauge length, through slight
irregularities left from large yield
E. Several new ripples moved.
Several methods can be used to prevent the formation of type A Lüders lines. The introduction of dislocations in the alloy by either rolling or straining the material past its yield point will effectively prevent type A markings from forming. The solute atoms (Mg) diffuse to these dislocations and pin them in place which prevents a large, type A yield. This process is known as strain aging.
Controlling the grain size is another method of preventing type A Lüders lines. By keeping the grain sizes larger than 0.05 mm, these markings can be virtually eliminated (Phillips, Swain, and Eborall, 1952). None of these have any significant effect on the formation of type B markings. These markings can be prevented if the material is processed at low temperatures because the magnesium atoms can not gain enough energy to diffuse to the grain boundaries, and, thus, deformation occurs more smoothly. This method is rather costly and therefore not very practical for large scale uses. The development of an alternate method for removing type B Lüders lines is the last major hurdle to be overcome in order for the use of 5XXX series aluminum alloys to become practical.
To help understand how type B lines can be eliminated, a greater understanding of the mechanisms of Lüders band formation is needed. Type B Lüders lines are thought to be formed through the Cottrell mechanism (Phillips, Swain, and Eborall, 1952). In this mechanism, solute atoms (mostly Mg in 5XXX series alloys) diffuse to the grain boundaries. These atoms then slow the passage of mobile dislocations while surrounding atoms continue deforming plastically. The stress builds until the dislocations finally break free and produce a localized deformation, or Lüders line. Figure 3 shows typical type B Lüders bands that are found in 5XXX series alloys. These bands form at 50° to the tensile axis. Figure 4 shows the configuration of the slip bands in an Al-0.3%Mg alloy before and after Lüders band formation. The dislocation structures of the framed regions M1 and M2 are shown in Figure 5. The picture on the right (M2) shows how the dislocations are stopped as they come up against the clusters of solute atoms (the white circular regions). The left picture (M1) shows how the dislocations have spread throughout the material after LÅders band formation.
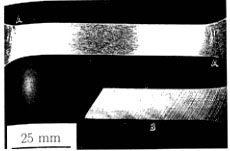
Figure 3 Typical type B Lüders lines formed during tension in 5XXX series aluminum alloys. Type B deformations form at about 50 to the tensile axis. (From Robinson and Shaw (1994).)
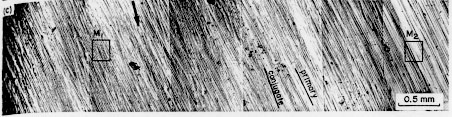
Figure 4 The configuration of the slip bands in an Al-0.3%Mg alloy before and after Lüders band formation. The dislocation structures of the framed regions M1 and M2 are shown below in Figure 5. (From Tabata, Fujita, and Ueda (1980).)
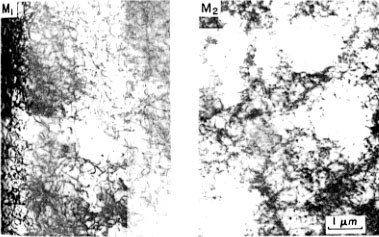
Figure 5 Dislocation structure for an Al- 0.3%Mg alloy. The picture on the right (M2) is before the formation of Lüders lines. The picture on the left (M1) is after the Lüders lines have formed. (From Tabata, Fujita, and Ueda (1980).)
Lüders line formation is dependent upon the temperature at which the material is formed. In Al-Mg alloys, Lüdering occurs at temperatures between 200 and 350 K (Lloyd, 1980). At temperatures lower than 200 K the solute atoms cannot diffuse to the grain boundaries as easily, so the dislocations can flow more easily. Figure 6 demonstrates the temperature dependence of Lüders line formation by showing stress vs. strain curves for several temperatures. As the temperature is lowered to -76°C, Lüders line formation is prevented. At temperatures above 350 K, due to the higher ductility of these alloys at elevated temperatures, there is more uniform deformation and Lüders lines do not form.
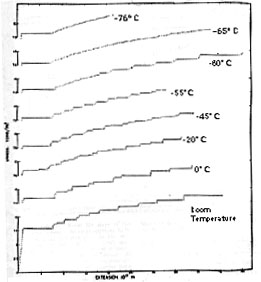
Figure 6 Stress vs. Strain curves at several temperatures
for a 5XXX series
aluminum alloy. At -76°C and below, type B Lüders band formation
is
prevented. (From Phillips, Swain, and Eborall (1952).)
The formation of Lüders lines is also dependent on grain size. Fujita and Tabata (1977) state that a small amount of deformation occurs among several grains rather than a large deformation in only one. In materials with smaller grain sizes, there are more grains which can cooperate to produce these deformations and the resulting LÅders bands. With larger grain sizes, there is less interaction among grains and, thus, there are fewer Lüders lines than in materials with smaller grain sizes. Figure 7 shows stress vs. strain curves for several different grain sizes. The steps on the curves become less jagged as the grain size is increased. Above 0.05 mm (not shown), Lüders lines are not formed.
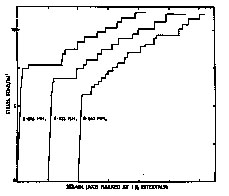
Figure 7 Stress-strain curves for several different grain sizes of a 5XXX series aluminum alloy. These graphs show how the curves have a more smooth appearance with increasing grain size. At grain sizes above 0.05 mm, Lüders lines are eliminated. (From Phillips, Swain, and Eborall (1952).)
Tabata, Fujita, and Ueda (1980) studied the effect of grain orientation on Lüders band formation in single crystal Al-0.3%Mg alloys. The different grain orientations were tested by using three different tensile axes. One axis initiated slip in a single plane, a second in two planes, and the third in six different planes. The double slip system was the only one to form Lüders bands. The bands formed because the solute atoms effectively pinned down the mobile dislocations of the conjugate slip plane. These dislocations in the conjugate slip plane break free as the stress concentration increases and form Lüders lines.
In some aluminum alloys, type B Lüders can be eliminated by cold rolling the material. In Al-Mn-Mg alloys, a 20% cold reduction of area entirely suppressed the formation of Lüders. A 25% reduction eliminated most deformations and a 50% reduction removed them completely in an Al-5%Zn-1%Mg alloy (Robinson and Shaw, 1994). The cold work is believed to have created enough dislocations in the materials to overcome the normal effects of the Cottrell mechanism. This is the same process which prevents the formation of type A Lüders lines. In binary Al-Mg alloys, however, reductions of up to 75% have failed to produce the same type of results. In this case, the cold work is believed to enhance the solute diffusivity by creating vacancies.
III. ANALYSIS OF POSSIBLE SOLUTIONS
Of the many possible solutions, only a few show real potential after practical manufacturing considerations are taken in to account. Increasing grain sizes above 0.05 mm (50 µm) will effectively prevent type B Lüders band formation (Phillips, Swain, and Eborall 1952), but this solution becomes less attractive as processing realities are considered. Typical grain sizes for cold rolled and recrystallized aluminum sheet are between 6 and 10 µm (Vetrano, Lavender, Hamilton, Smith, and Bruemmer, 1994). Increasing the grain size to the 50 µm needed for preventing the Lüders line formation will have an adverse effect on the formability of the aluminum sheet and, thus, it is not a practical solution.
Controlling the texture, or preferred orientation of grains in a material, appeared to be a promising method for controlling Lüdering. In a single crystal Al - 0.3% Mg alloy, Lüdering was found to occur in only when tested in one orientation (Tabata, Fujita, and Ueda, 1980). This information may not lead to a practical solution because of the way automobile body panels are formed. These panels are formed through deep drawing, a process in which deformation is done in all directions surrounding a central point. So, although controlling texture may be used in preventing Lüders in a unidirectional tension test, the radial deformation used to produce body panels for automobiles eliminates texture as a possible solution.
Altering the temperature and strain rate at which an alloy is formed is one good possibility for the prevention of type B Lüders band formation. Robinson and Shaw (1994) report the serrated yielding which results in Lüders bands occurs only within certain strain rate and temperature ranges (see Figure 8). The regions marked C, A+B, and A are regions where different types of serrated yielding occur on the stress - strain curve. The regions marked zero are where no serrated yielding or Lüders occur. This figure shows that at higher temperatures, higher strain rates can be used for forming without Lüders bands formation.
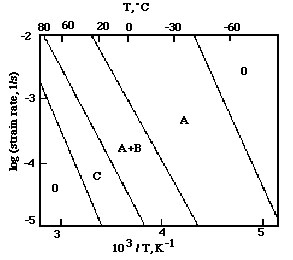
Figure 8 Temperature and strain rate dependence of serrated
yielding which results
in Lüders band formation. (From Robinson and Shaw (1994).)
In 5XXX series alloys, strain rate sensitivity (m) is an important in understanding under what conditions Lüdering will occur. The equation for strain rate sensitivity is where is the strain rate. Lüdering occurs when m is negative or near zero. Figure 9 shows the effect of temperature on strain rate sensitivity for three 5XXX series alloys. In the region from 100 K to 400 K, m is very small, and the alloys are very susceptible to Lüdering. Above 400 K, however, m increases very rapidly with increasing temperature.
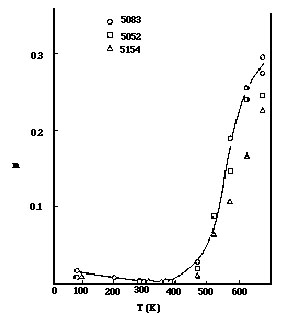
Figure 9 The effect of temperature on strain rate sensitivity. (From Lloyd (1980).)
For the reasons shown in the preceding paragraphs, adjusting the temperature and strain rate at which the parts are formed might provide an acceptable solution to the Lüdering problem. Finding the proper conditions might be difficult, however, because the temperature needed to achieve a suitable strain rate for manufacturing might be unreasonably high. If the temperature needed is too high, extra processing equipment and steps might be needed which would make this solution unattractive for economic reasons.
Another possible solution which looks very promising is the alteration of the composition of an existing 5XXX series aluminum alloy. Lüdering occurs because Mg diffuses to the grain boundaries and pins mobile dislocations for a while and then allows them to break free, forming a Lüders band. A preliminary idea on how to stop Lüders band formation is to lower the Mg content so there is not as much free to diffuse to the grain boundaries and pin the dislocations.
The amount of free Mg can also be controlled by adding other alloying elements. Mg2Si and Cr2Mg3Al18 are typical phases present in 5XXX series aluminum alloys (Stevens, 1985). To help use up more of the free Mg, the addition of more Si and Cr to help form these phases is being explored. The possibility of adding other elements which are not currently present to help use the Mg is also being explored. The only potential problem with this method that must be considered is that the removal of the free Mg may have a negative impact on the desired mechanical properties. Removing the free Mg may make the alloy less work hardenable, which is the reason 5XXX series alloys are more desirable than the age hardenable 2XXX and 6XXX series aluminum alloys. This loss of work hardening due to Mg reduction may be able to be compensated for by adding Mn and Cr which help to solution harden the alloy.
IV. PROPOSED SOLUTION
The proposed solution is a combination of two of the possible solutions which were discussed above. The first aspect of the solution is to change the composition of an existing 5XXX series alloy to minimize the formation of Lüders lines. To decrease the magnitude of the serrated yielding, the Mg content has been lowered. The Si and Cr contents have also been raised to help form compounds with Mg so that there is less total free Mg to diffuse to the grain boundaries and cause Lüders bands. The Mn and Cr contents have been increased along with adding some Sc to help increase the strength of the alloy. Figure 10 shows the proposed composition of the new alloy.
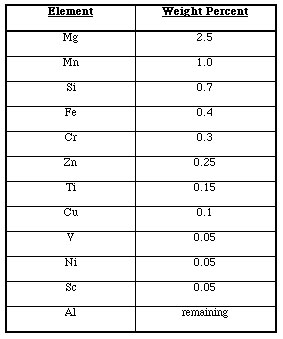
Figure 10 Proposed composition of new 5XXX series Al alloy
The second aspect of the solution is to control the strain rate and temperature at which the material is processed into body panels. As shown above in Figure 8, a temperature of 80°C (353 K) combined with a strain rate of 10-3 s-1 produces no Lüdering. To be able to process the material at a higher strain rate, the temperature chosen for the proposal is 500 K with a strain rate of 10-2 s-1. This point is not shown on the graph in Figure 8, but the line bounding the non-Lüdering region is basically linear, and this point should be safely in the Lüders band free area.. As it stands, the solution will require modifications to existing equipment to enable processing at this temperature. However, his temperature can be lowered depending on the severity of Lüdering which is present with the newly developed alloy.
V. PROPOSED STUDIES
Since the proposed solution is only hypothetical, tests should be done to determine whether it will actually work. Experiments should be conducted at various strain rates and temperatures to determine the Lüdering behavior of this alloy. Mechanical testing should also be done on this alloy to find out whether it has the necessary strength and formability to be used in automobile body panels. After these tests have been completed, the solution should be further refined by adjusting the composition, strain rate , or temperature to achieve the desired results. After these refinements have been made, enough of the material should be made that several body panels can made under the conditions proposed in the solution. These panels should then be evaluated and, if they meet the necessary properties, produced on a full scale basis.
REFERENCES
BROWN, K. R., VENIE, M. S., and WOODS, R. A., 1995, JOM, 47(7), 20
DAVIS, J. R., ed., 1993, Aluminum and Aluminum Alloys, ASM Specialty Handbook
(Materials Park: ASM International), p. 18
FUJITA, H. and TABATA, T., Acta Metall., 25, 181 (1987)
LLOYD, D. J., Metall. Trans. A, 11, 1287 (1980)
PHILLIPS, V. A., SWAIN, A. J., and EBORALL, R., J. Inst. Met., 81, 625 (1952)
REED-HILL, E. and ABBASCHIAN, R., 1994, Physical Metallurgy Principles (Boston:
PWS Publishing), p. 285
ROBINSON, J. M. and SHAW, M. P., Int. Mater. R., 39, 113 (1994)
SANDERS, R. E., Jr, BAUMANN, S. F., and STUMPF, H. C., 1989, in Aluminum
Alloys -Contemporary Research and Applications (New York: Academic Press), A. K.
Vasedovan and R. D. Doherty, eds., p. 96
STEVENS, R. H., Metals Handbook Vol. 9, edited by MILLS, K, ASM, Metals Park,
OH, p. 359 (1985)
TABATA, T., FUJITA, H., and UEDA, N., Mater. Sci. E., 44, 81 (1980)
VETRANO, J. S., LAVENDER, C. A., HAMILTON, C. H., SMITH, M. T., and
BRUEMMER, S. M., Scr. Met. Mat., 30(5), 565 (1994)
none has, see review paper for a few suggested corrections, needs more on experimental program.